Эта технология предусматривает использование электрической дуги для плавления металла в точках соединения свариваемых деталей. Ее используют во многих сферах промышленности и быту. С ее помощью изготавливают разные металлоконструкции (кузова машин, трубопроводы, заборы, фермы для крыш и т. д.). После застывания расплавленного металла на стыках формируется прочный сварочный шов, качество которого должно соответствовать эксплуатационным параметрам изготавливаемой конструкции. Для определения качества швов ответственных металлоконструкций их проверяют ультразвуковыми дефектоскопами.
Технология дуговой сварки, что это?

Данная технология состоит из большого количества физических, механических и химических процессов, которые отличаются типом используемого оборудования (переменного тока, постоянного тока и т. д.), видом дуги, свойствами электрода и т.д. С ее помощью соединяют различные металлические элементы.
Для получения качественного неразъемного соединения ток от сварочного трансформатора низкого напряжения подается на электрод и свариваемую деталь. Поэтому понижающий трансформатор – основной рабочий элемент сварочного аппарата. Он повышает силу тока до требуемого для расплавления электрода и свариваемого металла значения.
Сварочные аппараты бывают бытовыми (работают от домашней сети электропитания 220 V) и промышленными (подключаются к трехфазной сети 380 V). Электроды для дуговой сварки бывают плавящимися и неплавящимися (угольные, графитовые и т. д.). Они позволяют не только сваривать металлы, но и разрезать их.
Из чего состоит дуга?
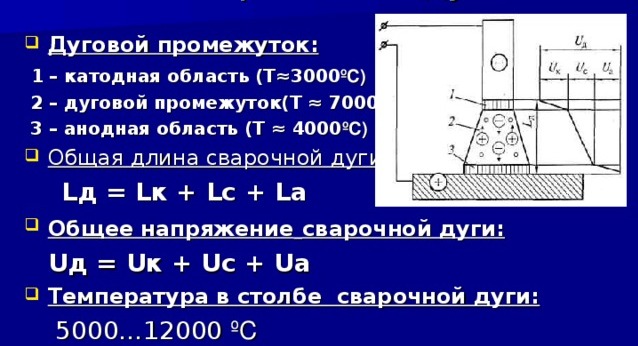
Электрическая дуга, в процессе сварки металла, горит в ионизированной газовой среде. Она состоит из:
- анодной области;
- катодной области;
- столба разряда.
Столб дуги окружает горячее пламя. Задача электрической дуги заключается в преобразовании электричества в тепло. По оси столба дуги показатели температуры могут доходить до 7500°С. Этой температуры достаточно для плавления многих металлов и сплавов.
Анод и катод нагреваются не так сильно – до 4000°С. С учетом таких больших температур, сваривать тонкие и легкоплавкие металлы нужно с помощью обратной полярности. Для этого минусовой кабель сварочного аппарата подключают к свариваемой заготовке, а плюсовой подсоединяют к держателю электрода.
Длина дуги

В процессе дуговой сварки на поверхности свариваемой детали образуется сварочная ванна, в которой происходит плавление металла. Длина дуги – это расстояние между электродом и верхним краем сварочной ванны. В ходе сваривания металла длина дуги может варьироваться в пределах 2-6 мм. Она должна быть по длине примерно сравнима с диаметром электрода. Если она длиннее сечения электрода в 1,5 раза, то она считается длинной.
Варят детали короткой дугой. В результате использования длинной дуги сильнее разбрызгивается металл и окисляются его капли, поэтому шов получается пористым. Кроме того, брызги расплавленного металла могут сильно обжечь кожу на открытых участках тела.
Для сварки угольным электродом нужно использовать дугу длиной 1,5-2 см., она зависит от напряжения электродугового разряда (чем оно больше, тем длиннее дуга). Для более точного определения этой зависимости, нужно учесть наличие защитной газовой среды, тип электрода, флюса и многие другие факторы.
Температура, сила тока и производительность
На температуру дуги влияет соотношение силы тока и площади поперечного сечения электрода (плотность силы тока). Чем больше данный показатель, тем выше поднимается температура дуги. Для ручной электросварки плавящимся электродом используют плотность тока 10-20 А на 1 мм² и напряжение 18-20 V. Этих рабочих характеристик достаточно для сваривания между собой углеродистых, легированных, чугунных, цветных и твердосплавных элементов, сечением больше 1 мм.
Для дуговой сварки используют постоянный и переменный ток. В процессе работы аппаратов переменного тока дуга получается неустойчивой. Для повышения ее стабильности требуется увеличить плотность тока, но это может привести к прожиганию тонкостенных и мелких металлических изделий. Несмотря на эти недостатки, аппараты переменного тока очень популярны во многих областях промышленности и особенно востребованы в быту. Это связано с их небольшой ценой и простотой эксплуатацией.
Для аппаратов постоянного тока характерна стабильная и ровная дуга даже при небольших значениях тока, что позволяет использовать их для сваривания тонких деталей. Они стоят дороже, но зато позволяют делать постоянно равномерные и однородные швы. Количество расплавляемого металла за единицу времени называют производительностью дуговой сварки.
Виды дуговой сварки
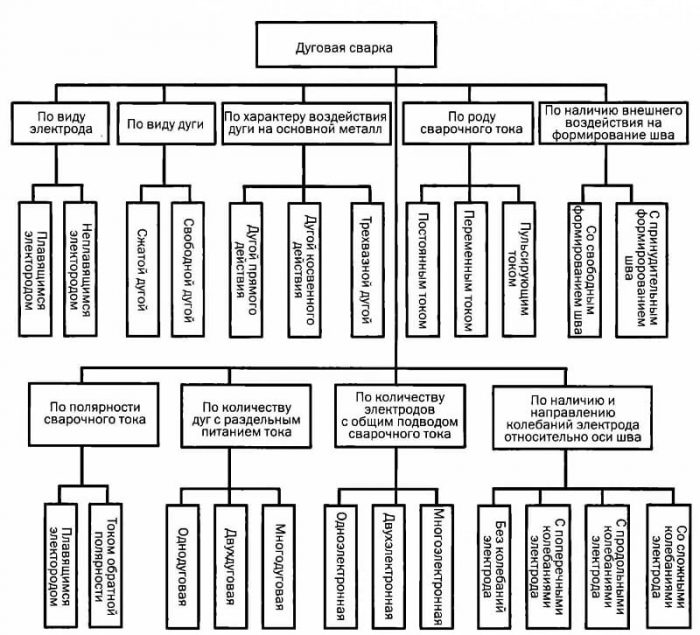
Как было сказано ранее, дуговая электросварка предусматривает использование плавящихся и неплавящихся электродов. В процессе использования электродов последнего типа сварочный шов образуется за счет присадочной проволоки. Она плавится при попадании в зону действия электрической дуги. Сварка электродами первого типа (плавящимися) предусматривает образование сварочного шва за счет плавления самого электрода.
Электросварка электродом
На рынке РФ сегодня можно найти аппараты разных технологий сваривания. В ходе выбора аппарата требуется первым делом учесть материал, который требуется сварить. Для сварки изделий из черных или цветных металлов чаще покупают аппараты ручной сварки.
В процессе их использования электрод вставляется в специальный держатель, посоле чего он в результате контакта с поверхностью свариваемой детали сильно нагревается и плавится. Во время такого контакта замыкается электрическая цепь и возникает электрическая дуга, после чего электрод отводится от свариваемого металла примерно на 5 мм. В процессе горения дуги электроток проходит по ее телу.
Для увеличения стабильности дуги и ограждения зоны плавления металла от негативных атмосферных воздействий, электроды покрывают специальной обмазкой. Во время ее горения вокруг сварочной ванны создаются нормальные условия для формирования качественного шва.
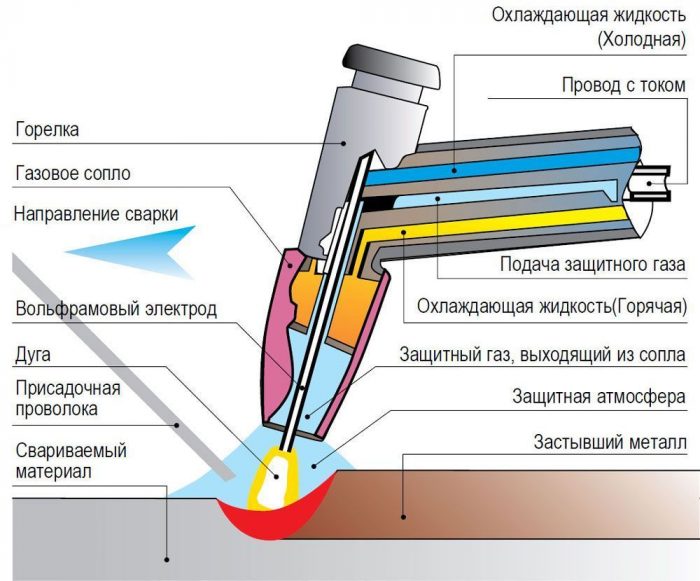
Электросварка неплавящимся электродом
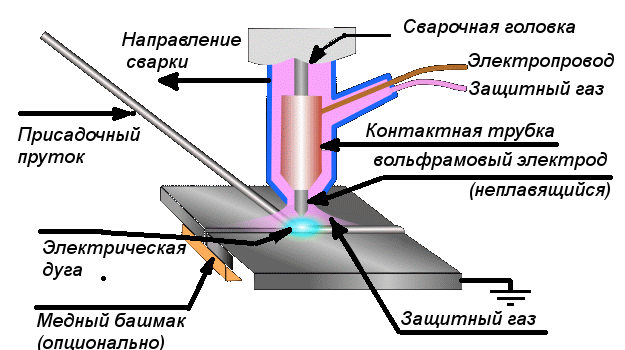
Этот способ сварки металлов становится все более популярным. Чаще всего используют вольфрамовые электроды. Варят ими в защитной газовой среде (используют аргон, гелий, диоксид углерода), которая образуется в зоне плавления за счет подачи газа из сопла аппарата. Данная технология позволяет сваривать металлоконструкций из никеля, нержавейки и алюминия.
Кислородно- дуговая резка трубчатыми электродами
Этот способ рассчитан на резку металла. Он предусматривает плавление трубчатых электродов, в которых есть трубка с кислородом. В процессе сгорания электрода из этой трубки выделяется кислород, который окисляет металл и выдувает его, благодаря чему образуется необходимый разрез. Для такой резки требуется большой опыт, потому что дуга горит нестабильно из-за большого количества кислорода.
Электросварка под слоем флюса
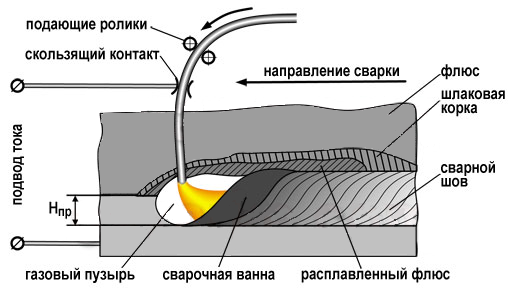
Такую процедуру выполняют с помощью аппаратов дуговой сварки автоматического действия. В качестве электрода в них используется сварочная проволока, подающаяся с бобины к месту сварки специальным механизмом. Такой способ сварки позволяет качественно и быстро сваривать длинные детали. Перед сваркой металлоконструкции каждый отдельный элемент нужно зачистить от краски и ржавчины.
Сварка электродной проволокой
Варят в среде газа чаще всего с помощью электродной проволоки, которая быстро плавится в результате возникновения электрической дуги. Она автоматически подается к месту сварки из бухты специальным механизмом. Вместе с ней (через сопло горелки) к месту сварки поступает защитный газ. Эту технологию используют для сварки химически активных металлов и сплавов (магния, нержавейки, меди и т. д.).

Ее основные плюсы:
- возможность сваривать детали, размещенные под разными углами друг к другу;
- хороший обзор рабочей зоны;
- большая скорость плавления;
- формирование качественных швов.
Еще одно достоинство сварки электродной проволокой — возможность соединять разные по толщине детали.
Три этапа ручной электросварки
Ручная электросварка предполагает ручное разжигание электрической дуги и движение электрода в нужном месте с целью получения прочного шва.
Разжигание дуги

Зажигают электрическую дугу двумя способами:
- Кратковременным прикосновением электрода к поверхности свариваемой металлической детали.
- Движением электрода по металлу, напоминающим зажигание обычной спички.
После зажигание дуги для увеличения ее стабильности электрод отодвигается от металла на расстояние 0,5-1 Ø электрода.
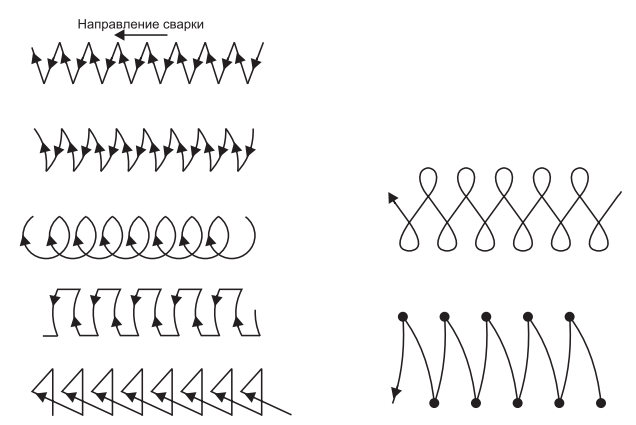
Движение электрода
Для формирования качественного шва можно использовать 3 способа движения электрода:
- Плавное поступательное движение с постепенным приближением и удалением электрода от свариваемого металла.
- Движение электрода вдоль стыка. Оно считается основным. Скорость выбирают с учетом режима сварки, типа свариваемого соединения и силы рабочего тока.
- Движение, перпендикулярное шву. Благодаря такому движению электрода удается достичь средней глубины провара металла.
Квалифицированный сварщик должен уметь длительно держать дугу в процессе движения всеми перечисленными выше способами.
Образование сварочного шва
Уровень тока устанавливают на аппарате с учетом типа свариваемого стыка и сечения электрода. Для сварки шва в нижнем положении с помощью электрода Ø 3 мм требуется устанавливать на аппарате ток 75-100 А. Если варят такой же шов электродом Ø 5 мм, то требуется использовать ток в приделах 160-180 А.
Для качественной сварки металлов нужно уменьшать ток для электродов толщиной 3 мм до 80 А и до 150 А для электродов толщиной 5 мм. Варить потолочные швы нужно 3-кой или 4-кой, при этом нужно устанавливать на сварочном аппарате ток 70-100 А.
Дуговая сварка различных металлов
Дуговая сварка сталей и чугунов

Стоит разобрать особенности чугуна, которые нужно учитывать для его качественного сваривания. Из-за большой теплопроводности он быстро остывает, поэтому во время сваривания чугунные изделия покрываются белым налетом, который не поддается обработке.
Чугун имеет низкую пластичность, поэтому от перенапряжения дуговой сваркой в его структуре могут образовываться трещины. В составе чугуна много углерода, который во время плавления преобразуется в окись СО. Из-за этого в структуре шва образуются поры. Для сваривания чугуна электросваркой, нужно сделать его поверхность чистой и ровной. Это требование обязательно для получения качественного шва и предотвращения образования трещин.
Дуговая сварка чугуна бывает двух видов:
- Горячей — с предварительным подогревом.
- Холодной — без подогрева.

Первый тип сварки подразделяется на полугорячую и горячую. Ее используют в машиностроении. В основном изделия из чугуна перед сваркой подогревают до 250 – 650°С. Нельзя нагревать их выше 750°С, потому что они начнут плавиться. Из-за этого варить чугун электродуговой сваркой нужно на малых токах. Это позволит также снизить остаточное напряжение с чугуна.
Большие температуры во время сварочных работ тоже могут привести к образованию трещин в структуре чугуна из-за его резкого охлаждения. Поэтому после сварки эти конструкции требуется охлаждать медленно. Для достижения этого их нужно поместить в песок или покрыть теплоизоляторами.
В процессе холодной сварки нужно постоянно контролировать электрическую дугу и делать шов постепенно: небольшими участками (длиной до 2,5 мм), при этом нужно также плавно охлаждать чугун.
Дуговая сварка легированных сталей
В ходе сваривания этих сталей требуется сохранить их уникальные эксплуатационные свойства.
Дуговая сварка цветных металлов

Сварка цветных металлов очень востребована в производстве и ремонте всех видов транспорта, а также многой другой техники. Это связано с тем, что в устройстве разных машин используются узлы и детали из цветных металлов.
Медь, латунь, бронза и алюминий обладают большой текучестью в расплавленном состоянии, при этом в них быстро растворяются газы (в частности, это касается кислорода, который их окисляет), поэтому их нежелательно сваривать плавкими электродами. Для этих металлов характерен большой коэффициент температурного линейного расширения. Поэтому участки изделий, попавшие в зону действия дуговой сварки, испытывают существенные структурные изменения. Сваривать медные сплавы нужно электродами «Комсомолец-100», МН-5 и ОЗБ-1. Можно также использовать в этих целях угольные электроды, сварочные аппараты постоянного тока и прямую полярность.
Неплохое качество сварки медных изделий показывает аргонная сварка вольфрамовыми электродами. В качестве присадочного материала для такой сварки используют круглые или квадратные прутки, изготовленные из того же металла, что и свариваемое изделие. В ходе сварки угольными электродами требуется использовать для образования защитного шлака прокаленную до 500–550°С буру. После завершения сварочного процесса для увеличения качества шва, его требуется хорошо проковать при температуре не больше 500°С.

Для сваривания изделий из латуни нужно использовать цинковые прутки. В ходе плавления этого металла выделяются ядовитые для человека пары. Из-за них нужно защищать органы дыхания респиратором, а также организовать на рабочем месте качественную вентиляцию.
Дуговая сварка алюминия
Алюминиевые сплавы сильно окисляются даже в стандартных среде, поэтому на них образуется очень плотная пленка оксида Al2O3. Температура плавления этой пленки больше самого алюминия (2050°С и 660°С соответственно). Из-за этого возникают трудности со сваркой данного металла. Еще одним важным параметром являет его большая текучесть в расплавленном виде.
Электроды и присадочные материалы для сварки алюминиевых изделий должны быть изготовлены из схожего по химическому составу материала. В образующий шлак слой электродов для сварки алюминия, входят хлористые и фтористые соли калия и лития. Эти компоненты позволяют оксиду алюминия быстрой ошлаковываться. За счет сварки алюминиевых изделий постоянным током с обратной полярностью лучше разрушается слой оксида алюминия.

Если для их сварки используют электроды Ø 4-6 мм, то на аппарате устанавливают ток 120-150 А. После завершения сварки необходимо удалить со шва шлак с помощью щетки по металлу и горячей или подкисленной воды. Благодаря этому удастся предотвратить его разъедание. Перед сваркой деталь тоже нужно хорошо очистить этим инструментом, затем обезжирить ацетоном или бензином. Варить детали из алюминия нужно электродами ОЗА-1. Сваривать сплавы на основе данного металла (например, силумин) требуется электродами ОЗА-2.
Чтобы на сваренных алюминиевых изделиях не образовывались трещины, нужно перед сваркой нагреть их до 200–350°С. Чем крупнее деталь, тем сильнее ее нужно нагревать. Для определения уровня прогрева нужно использовать специальные карандаши и термопары. Для запаивания трещин нужно засверлить их концы и разделать кромки под прямым углом. Чтобы расплавленный алюминий не растекался, необходимо использовать во время сварки специальные глиняные или стальные подкладки.
Для получения мелкозернистой структуры шва требуется длительно и равномерно его охлаждать. Для снятия внутреннего напряжения с кристаллической решетки алюминия всю деталь из него требуется нагреть до 300°С, после чего постепенно снижать ее температуру до полного охлаждения. Делать высококачественные швы на алюминиевых деталях позволяет аргонная сварка без флюса.

Техника безопасности
Перед сваркой металлов с помощью электрической дуги, нужно изучить технику безопасности, предусмотренную для работы с электродуговыми сварочными аппаратами. Неопытные сварщики часто не уделяют необходимого внимания мерам защиты, что часто заканчивается для них тяжелыми и даже смертельными последствиями.
Поэтому с особой ответственностью нужно подходить к работе с любым сварочным оборудованием. Перед работой требуется проверять целостность силового кабеля и работу аппарата. Запрещено варить электросваркой на улице в дождь или в цеху с высоким уровнем влажности.
Работать нужно в средствах индивидуальной защиты. Первым делом нужно защитить глаза. В ходе электросварочных работ образуется много ультрафиолета, который вреден для зрения человека. Потому для защиты глаз нужно надевать на голову сварочную маску со стеклом необходимой степенью прозрачности.

ГОСТы
В нашей стране предусмотрены стандарты, по которым можно быстро определить вид технологии дуговой сварки. В них указываются типы соединений, марку используемых электродов, требования по свариванию конкретных металлов (алюминия, чугуна и т.д.).
Например, тип сварочных швов используемых в изготовлении металлических конструкций регулирует ГОСТ 5264-80. В ГОСТе 14771-76 указаны параметры электросварки в газовой среде. С помощью ГОСТа 26-291-79 удается точно подобрать электроды для сварки определенного металла.
В завершение темы — познавательное видео:
