Любое производство металлоконструкций связано со сварочными работами. Часто изделия из черных и цветных металлов варят полуавтоматом, потому что он позволяет делать качественные сварные соединения. Именно из-за этого каждому мастеру желательно знать, как варить полуавтоматом любые металлы.
Что такое полуавтомат?

В данном сварочном оборудовании вместо привычного электрода используется проволока, поступающая в место сварки с заданной сварщиком скоростью. Чаще всего она плавится в среде защитного газа. MIG – сварка полуавтоматом в среде инертного газа (аргона, гелия и т. д.), а MAG – сварка полуавтоматом в среде активного газа (CO2 и смесей). Самой доступной, и поэтому распространенной, считается углекислота.
Полуавтоматическая сварка также предусматривает использование порошковой (флюсовой) проволоки, которая позволяет за счет входящих в ее состав присадок исключить из процесса сварки баллон с газом. Полуавтоматом можно варить изделия и детали из алюминия, углеродистой, низкоуглеродистой стали, никеля, меди и магния.
Принцип работы и оборудование
Полуавтомат состоит из надежного трансформатора или инвертора, механизма подачи проволоки, кабеля «массы» и газового баллона.
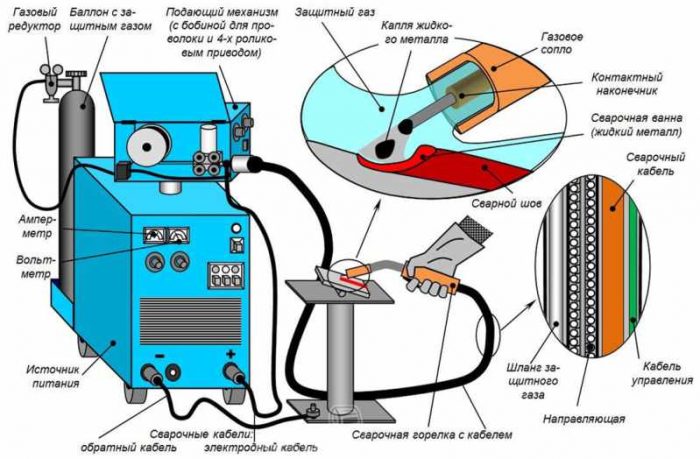
Детали он соединяет за счет электрической дуги, которая защищается газовой средой, образуемой между свариваемым металлом и контактируемой с ним проволокой. Последняя поступает к месту сварки за счет специального механизма, приводящегося в действие курком на горелке. Подачу проволоки, напряжение сварки и количество газа сварщик регулирует самостоятельно перед работой. Из-за автоматической подачи проволоки и газа, ему остается только правильно манипулировать горелкой, именно поэтому эту сварку называют полуавтоматической.
Перед MIG/MAG-сваркой нужно должным образом настроить полуавтомат, а также хорошо очистить поверхность свариваемого металла. Конец проволоки должен выходить из горелки на определённое расстояние, иначе газ не сможет защитить от атмосферного воздействия точку контакта проволоки со свариваемым металлом.
Защитный газ
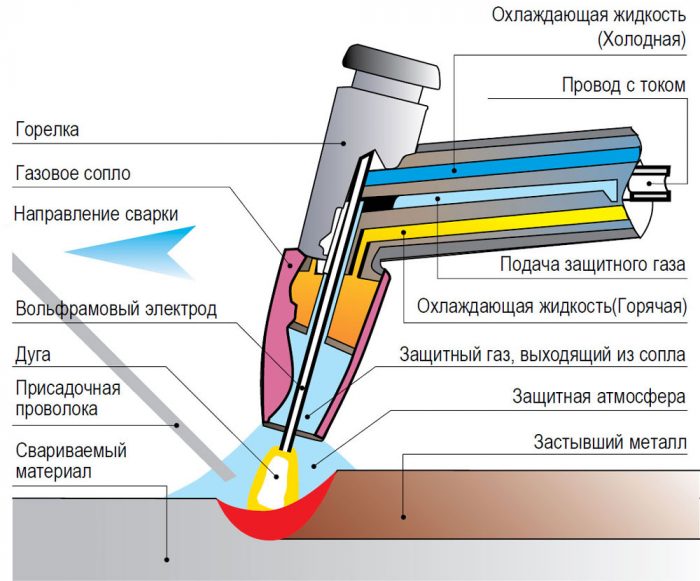
Этот газ ограждает расплавленный металл от пагубного воздействия атмосферы (кислород окисляет, а азот и влага делают шов пористым) и создает благоприятные условия для зажигания электрической дуги.
Свойства газа влияют на процесс плавления металла и глубину проникновение электрической дуги, на количество брызг, а также на форму и свойства получаемого шва. Определённая смесь газов позволяет существенно увеличить стабильности электрической дуги и уменьшить образование брызг.
- Инертные газы и их смеси (MIG) позволяют качественно сваривать алюминий и многие другие цветные металлы. Чаще используют аргон и гелий.
- С помощью активных газов и смесей (MAG) сваривают стали. Наиболее доступные — чистая двуокись углерода (CO2) и смеси с аргоном.
Разберем защитные газы и смеси более детально:

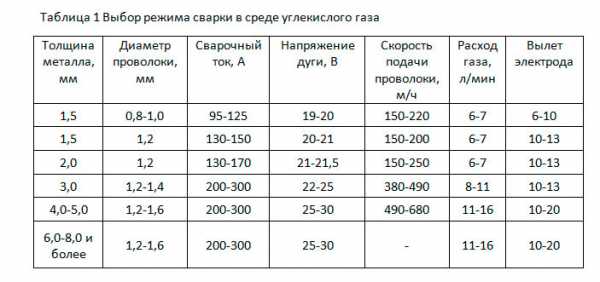
- Двуокись углерода (CO2), двуокись углерода с аргоном и смесь аргона с кислородом применяют для сваривания изделий из стали. Если варят в среде двуокиси углерода, то проволока быстрее плавится, глубоко проникает дуга, получается широкий и выпуклый шов.
- Аргон, гелий и смесь аргона с гелием применяют для сварки цветных металлов и сплавов из них. Эти газы и смеси позволяют добиться более низкой скорости плавления, меньшего проникновения и узкого шва. В результате использования аргона образуется меньше брызг. Гелий в отличие от аргона даёт лучшее проникновение, большую скорость плавления и выпуклый шов. Но использование гелия приводит к тому, что сварочное напряжение возрастает и повышается расход газа. Чистый аргон не подходит для сваривания стальных конструкций, потому что электрическая дуга становится нестабильной.
Универсальная смесь для сваривания углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (обозначается 74/25 или C25). При использовании этой смеси образуется мало брызг и уменьшается риск прожига тонкого металла.
Подготовка металлической поверхности к сварке

С металла необходимо удалить краску и ржавчину, так как они ухудшат качество сварного соединения. Место под массу тоже необходимо хорошо зачистить.
Как держать горелку
Горелку можно держать одной рукой, но с помощью двух рук удастся облегчить контроль сварочного процесса. Это позволит увеличить качество шва. В последнем случае одной рукой держат горелку и опираются ей на вторую руку. Благодаря этому можно облегчить контроль расстояния между горелкой и свариваемым изделием, а также выдержать требуемый угол горелки и выполнять ей требуемые движения для получения качественного шва.

Для работы двумя руками, необходимо приобрести полноразмерную сварочную маску (желательно с автозатемнением), которая будет надежно держаться на голове. Это позволит освободить руки.
Движение горелкой
Используют множество движений горелки, которые позволяют делать необходимые по ширине и глубине швы.
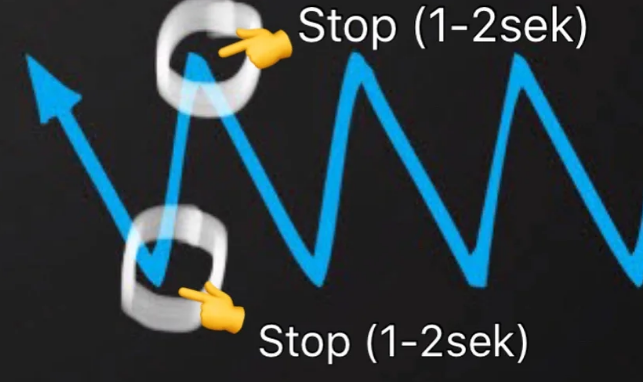
- Для металлов толщиной 1– 2 мм, можно использовать волнисто-зигзагообразное движение, чтобы электрическая дуга ровно действовала на свариваемые элементы. Такое движение позволит получить однородный и прочный шов. При этом дуга не успеет прожечь тонкий металл насквозь.
- Прямой шов (без движений в сторону) можно использовать для сварки металлов любой толщины, но для его выполнения нужен опыт. Электрическая дуга должна равномерно действовать на оба свариваемых элемента.
- Как варить полуавтоматом тонкий металл? Для сварки железа толщиной 1 мм и менее необходимо использовать проволоку небольшого диаметра, небольшой ток и медленнее подавать проволоку. Листы из такого металла нужно сваривать короткими импульсами (с частотой 1 сек). Такие кратковременные перерывы позволят металлу остывать.
Сваривать длинные сегменты можно из нескольких небольших элементов или точками с маленьким интервалом поочерёдно, то с одной, то с другой стороны свариваемого отрезка. Таким образом нужно проварить весь сегмент. Благодаря этому удастся избежать перегрева металла и его деформации.
Скорость сварки
Скорость движения горелки контролирует сварщик. Она также зависит от скорости подачи проволоки (варьируется в пределах 35–250 мм/сек.) и силы используемого тока. Эти параметры выбирают с учетом толщины свариваемого металла.
Важно добиться оптимальной скорости сварки. Очень большая скорость приведет к увеличению количества брызг, при этом используемый для защиты газ часто остается в застывающем металле, поэтому в нем будет много пор. Небольшая скорость сварки приведет к излишнему проникновению.

У опытных сварщиков рука хорошо набита, поэтому они самостоятельно подбирают оптимальную скорость движения горелки с учетом необходимой толщины и ширины шва.
Скорость потока газа
От этого показателя влияет качество сварки. Скорость потока газа нужно подбирать с учетом скорости подачи проволоки. Медленный поток не позволит нормально защитить металл от окисления, а в результате чрезмерной скорости будут возникать завихрения, которые тоже помешают защите. В результате таких отклонений шов будет получаться пористым. Важно сделать поток газа равномерным. Он может ухудшаться из-за наличия на насадке металлических брызг. Варьируется скорость в пределах 3 – 60 л/мин.
Угол сварочной горелки
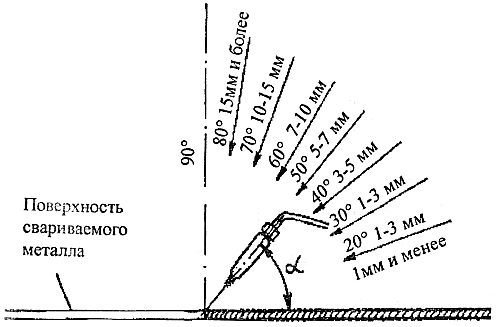
Варят различные детали с помощью полуавтомата под разными углами, потому что определенного угла для всех сварочных работ нет. Если свариваемые элементы расположены в одной плоскости, то лучше использовать угол 15–20° (от вертикального положения). Для сварки элементов под углом желательно держать горелку под углом 45°. В ходе самостоятельной работы сварщик может определить более подходящий угол горелки для каждого конкретного случая.
Сварочный ток
Сила тока – один из рабочих параметров полуавтомата. Ее необходимо периодически регулировать с учетом технологии сварки, толщины металла, сечения проволоки и т. д. Для сварки в двуокиси углерода (CO2) и гелии (He) требуется больший ток, чем в Ароне (Ar). Сила тока влияет на глубину проникновения дуги, прочность и ширину шва.
С повышением силы тока шов становится более плоским и широким и до определённых пределов увеличивается проникновение дуги. Небольшой ток делает шов узким и выпуклым, а также уменьшает ее проникающую способность. Из-за избыточного тока образуется больше брызг и становится пористым шов.
Для сварки стали используют ток 60-630 А, для алюминия — 60-315 А, а при использовании порошковой проволоки нужен ток 120 — 630 А.
Сварочная проволока
Она поступает к месту шва и расплавляется между кромками свариваемых заготовок, после чего они надежно соединяются. Проволока должна обладать схожим со свариваемым металлом химически составом. В частности, в ней должно быть столько же углерода.
Температура плавления материала должна быть немного меньше (или схожей), чем у свариваемого металла. Если она будет плавиться позже, то увеличится вероятность прожигания металла насквозь.
Для сварки алюминия, требуется заранее приготовить проволоку из алюминия или с примесью магния и кремния. Для соединения конструкций из нержавейки используют проволоку Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9.
Диаметр проволоки
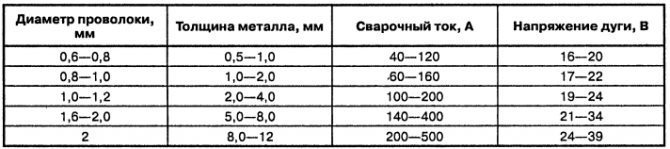
Сечение проволоки влияет на размер шва, проникновение и скорость сварки. Чаще используют проволоку Ø от 0,6 до 2,5 мм. Для сварки металла толщиной 1-3 мм необходимо использовать проволоку Ø 0,8 мм, толщиной 4-5 мм – Ø 1 мм, толщиной 6-8 мм – Ø 1,2 мм.
Проволока большого сечения позволяет делать широкий шов, но с меньшим проникновением. Материалом небольшого сечения варят тонкостенные изделия и вертикальные швы. Проволоку большого диаметра требуется использовать для сварки толстостенных деталей, при этом нужно убавить скорость подачи.
Длина выхода сварочной проволоки

Для нормальной сварки проволока должна выходить из наконечника на определённую длину. Этот сегмент проводит сварочный ток. Поэтому увеличение его длины повышает электрическое сопротивление данного отрезка проволоки.
Чем больше выходит проволока, тем меньше будет дуга. В итоге будет получаться узкий и толстый шов. Из-за уменьшения длины ее выхода повышается проникновение, шов становиться широким и тонким. Стандартная длина выхода проволоки 6 – 13 мм. Порошковая проволока должна выходить на 30 – 45 мм.
Как варить полуавтоматом с помощью порошковой проволоки?
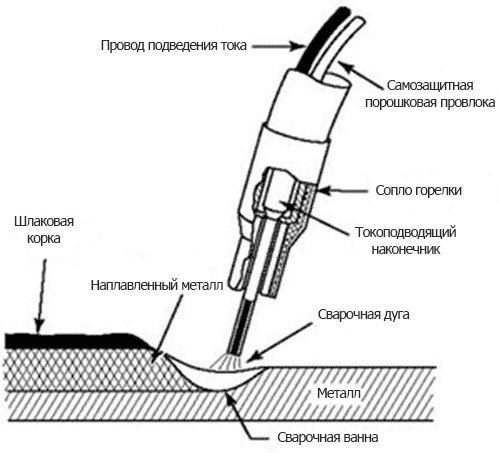
В ней предусмотрен сердечник, в котором есть требуемые для сварки без газа присадки. Флюсовая проволока содержит компоненты, которые образуют защитную среду в процессе сварки, антиокислители, очистители и присадки, улучшающие дугу. После ее возникновения образуется газ, надежно защищающий расплавленный металл, а также компоненты, образующие подобие шлака сверху наплавляемого металла в ходе его остывания.
Ее часто используют при редкой работе с полуавтоматом. Преимущества использования этой проволоки — мобильность оборудования (не требуется таскать баллон с газом) и возможность работы на улице даже в ветреную погоду.
Во время сваривания металлов флюсовой проволокой образуется много дыма и испарений, поэтому сложно визуально контролировать процесс сварки. Флюс на поверхности готового шва не проводит электричество, поэтому для наплавления металла поверх имеющегося шва, требуется сначала удалить с него флюс.
Полярность
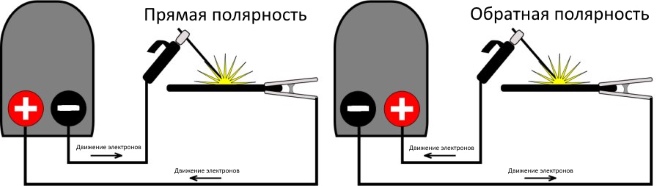
Это направление электричества в цепи полуавтомата. Прямая полярность – проволока минус, а свариваемая металлическая заготовка плюс. Обратная полярность – проволока плюс, а свариваемый элемент минус.
Варят порошковой проволокой в основном при помощи прямой полярности. В среде защитного газа используют обратную. Полярность, с которой будет нормально свариваться порошковая проволока, зависит от её состава. Существуют флюсовые проволоки, нормально соединяющие металлы при любой полярности.
Техника безопасности
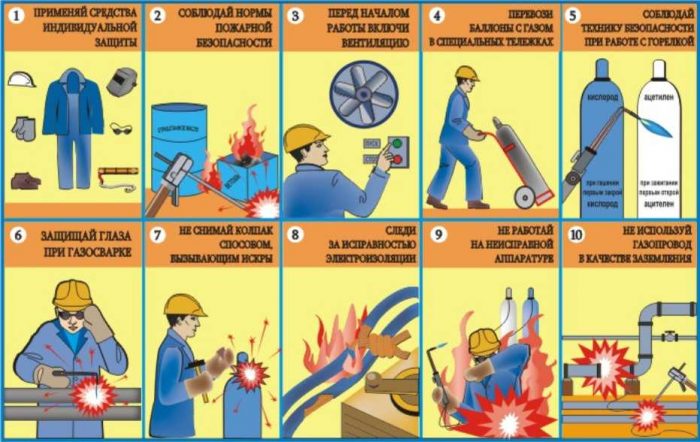
Свет, образующийся в процессе возникновения любой электрической дуги, очень яркий. Поэтому нужно обязательно хорошо защищать от него глаза и кожу. Для защиты глаз и лица необходимо надевать сварочный щиток. Сегодня можно приобрести сварочные маски с автозатемнением, которые защищают глаза в тот момент, когда появляется яркий свет. Благодаря этому можно работать двумя руками, не заботясь о маске. Для защиты рук от ультрафиолета, нагрева и брызг горячего металла, необходимо надевать перчатки.
Для защиты тела от ожогов и травм нужно работать в сварочном костюме. Если нет возможности использовать защитную амуницию, то желательно одевать верхнюю одежду не из синтетики, потому что она быстро плавится. Для выполнения любых сварочных работ требуется закрытая обувь, чтобы в нее не могли попасть брызги и окалины раскаленного металла.
В помещении, в котором сварщик будет работать, должна быть качественная вентиляция. В процессе сварки воздух насыщается вредными веществами и дымом, поэтому загрязненный воздух должен отводиться на улицу и быстро замещаться чистым уличным воздухом.
В завершение темы — видео, посвященное ей:
