Нержавеющая стать — материал очень популярный: как в промышленности, так и в быту. Она не страшится ржавчины, имеет долгий срок эксплуатации, поэтому является почти идеалом для изготовления разных изделий — емкостей, фильтров и т. д. Нередко этот металл выбирают при обустройстве отопительной системы и водопроводов. Однако ничто не совершенно, поэтому и нержавейка может преподнести неприятный сюрприз. Случается, что в изделии или конструкции появляется течь, которую надо устранить в кратчайшие сроки. В этом случае у хозяев возникает резонный вопрос: как варить нержавейку. Операция эта не так проста, поэтому с особенностями материала и работы с ним лучше познакомиться заранее.
Особенности нержавеющей стали
Материал имеет отличные характеристики благодаря большому количеству легирующих элементов в составе. В зависимости от марки стали в нее может входить магний, марганец, молибден, никель, титан, хром. Все эти добавки значительно улучшают разные характеристики сплава, придают антикоррозийные свойства, повышают жаропрочность, способность сохранять все свои качества при максимально высоких температурах.
Главное преимущество высоколегированного коррозионно-стойкого сплава — уникальная комбинация железа с хромом (его в сплаве более 10,5%) и углеродом (менее 0,12%). Эти химические компоненты позволяют значительно повышать способность сплава противостоять главной металлической угрозе — коррозии.
Основные виды нержавейки
По составу все нержавеющие сплавы условно делят на 3 группы.
- Хромистые. Это самые дешевые материалы, главным достоинством которых является их максимальная прочность. Однако она же становится недостатком, так как эти сплавы, имеющие низкую пластичность, очень неохотно поддаются обработке.
- Хромоникелевые. Это самый востребованный вид, имеющий хорошую пластичность. Никель — элемент, который не только стабилизирует структуру металла, но и придает ему слабые магнитные свойства.
- Хромомарганцевоникелевые стали. Присутствие марганца позволяет сохранить пластичность металла, а также увеличить его прочность.

Сплавы различаются физическим строением. Самые известные из них имеют аустенитную, мартенситную или ферритную структуру.
Нержавеющая сталь может считаться почти идеальным металлом. Однако процесс избавления от течи таких конструкций с помощью сварки достаточно сложен, так как варить нержавейку приходится очень осторожно, внимательно, аккуратно. Причины «капризности» материала хорошо знают мастера-профессионалы, а сварщики-новички, наоборот, могут столкнуться с почти непреодолимыми трудностями. Поэтому теперь надо рассмотреть недостатки нержавейки, когда речь идет об их соединении сваркой.
Не самые лучшие качества материала
Обуславливают плохую свариваемость несколько факторов.
- Низкая теплопроводность. Если сравнивать данный сплав с углеродистыми сталями, то этот показатель у нержавейки вдвое ниже. Из-за такой особенности проплавление металла начинается очень быстро. По этой причине мастерам приходится уменьшать силу тока на 15-20%.
- Перегрев электродов, имеющих хромоникелевые стержни. Причины явления — низкая теплопроводность нержавеющей стали, высокое электрическое сопротивление. Сварка таких деталей всегда сопровождается максимальным нагревом сплава хрома с никелем. Чтобы избежать такого перегрева, используют специальные элементы для сварки нержавейки. Их длина составляет 350 мм.
- Более высокий коэффициент расширения, если сравнивать нержавеющую сталь с другими видами сплавов. Если в процессе сварки мастера сталкиваются с растягиванием металла, то при остывании начинается обратный процесс — его стягивание. Результатом соединения нержавейки со сплавом, имеющим меньший коэффициент расширения, становятся микротрещины в зоне сварки.

Последнее ЧП — потеря металлом прочности. Если материал нагревается до температуры 500° или выше, то антикоррозийные качества его сильно снижаются. Нередко появляется так называемая межкристаллитная коррозия (МКК) — избирательное разрушение металла вдоль границ кристаллов (зерен).
Обнаружить межкристаллитную коррозию визуально очень сложно, а точные последствия предугадать просто невозможно. Одно из них — очень быстрое разрушение конструкции. Варианты предотвращения этого вида коррозии — тщательный подбор режима работы либо принудительное охлаждение водой. Однако последняя операция возможна лишь в том случае, если хромоникелевые стали имеют аустенитную структуру.
Технологии сварки
Поэтому для каждого изделия или конструкции выбирают свой, проверенный вариант. Самыми распространенными являются следующие технологии:

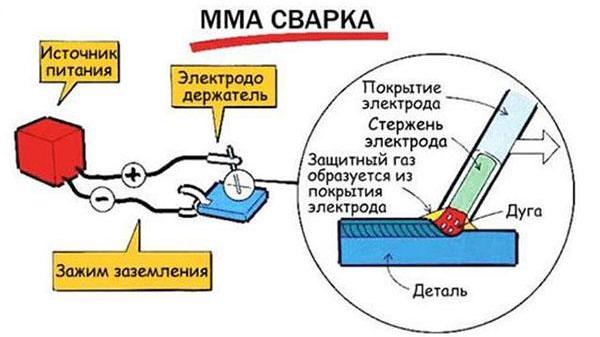
- Ручная дуговая сварка (РДС) с помощью плавящихся покрытых электродов, или ММА. Этот метод обеспечивает высокое качество шва, однако требует от сварщика некоторого опыта. В роли оборудования выступает инверторный аппарат, купить который может позволить себе почти каждый любитель.
- Полуавтоматическая сварка с использованием проволоки и смеси защитного газа (MAG — активный газ, MIG — инертный), основой которого является аргон. Применение сварочных полуавтоматов дает возможность получить высококачественный, равномерный шов. Эту технологию рекомендуют использовать для соединения участков большой протяженности.
- Ручная сварка в среде инертного газа (того же аргона) неплавящегося электрода (TIG). В этом случае оборудование — инверторы. Этот метод оптимален для тонколистовых заготовок. Швы отличаются высоким качеством и безукоризненным видом, поэтому данную технологию рекомендуют для конструкций, к которым предъявляются особые требования.
- Лазерная сварка. Этот метод требует специального оборудования, поэтому в бытовых условиях он не применяется. Особенности этого способа — быстрое остывание шва, меньший размер зерна, исключительная прочность. Лазерная сварка может производиться шовным или точечным методом. Благодаря скорости и точности работы исключается появление на поверхности оксидной пленки. Такая сварка возможна только встык: напряжения, возникающие при соединении внахлест, сильно снизят прочность шва.

Существует еще один вид сварки (холодный), но он таковой, по сути, не является. Данное соединения получают с помощью большого давления: заготовки просто вдавливают друг в друга, «сваривая» их на уровне кристаллических решеток. Благодаря чему возможны такие метаморфозы? Метод основан на «умении» сплавов преобразовывать один вид энергии в другой — кинетическую в тепловую. При сдавливании структура металла изменяется, одновременно происходит выделение энергии, сталь приобретает пластичность, на границе слоев образуется диффузионная зона. Такие соединения (линейные или точечные) лишены окалины, трещин, внутренних напряжений.
Самые популярные методы, часто применяющиеся сварщиками-любителями, надо рассмотреть более подробно.
Ручная дуговая сварка
Это самый первый ответ на вопрос, как варить нержавейку. Для ММА используют два типа электродов.
- Элементы с основным покрытием (карбонат кальция, магния). Их используют для соединения деталей постоянным током на обратной полярности (электрод, подключенный к плюсовому полюсу аппарата).
- Электроды с рутиловым покрытием, основой которого является двуокись титана. Применяя такие приборы, можно использовать как переменный, так и постоянный ток обратной полярности.
Если рассматривать виды только применительно к нержавеющей стали, то лидеры здесь изделия с рутиловым покрытием. При работе с ними расплав меньше разбрызгивается, лучше держится дуга. Обе разновидности электродов позволяют работу в любом положении, но для максимально эффективной «деятельности» рутиловых элементов оптимально нижнее.
Информацию о том, какими электродами варить определенный вид нержавеющей стали, можно найти в ГОСТе (10052-75). Для этого необходимо точно знать лишь марку металла, из которого изготовлены заготовки.
Сварка TIG и соединение MIG
Ручное и полуавтоматическое соединение нержавеющей стали — технологии, отличие которых незначительно.
TIG

Ручная сварка в среде аргона — операция, выполнимая даже в домашних условиях. Она подразумевает использование электродов, изготовленных из вольфрама. Сварку такими элементами применяют для соединения участков труб, работающих с жидкостями или газами под давлением. У этой технологии есть особенности.
- Чтобы избежать попадания вольфрама в сварную ванну, дугу надо поджигать бесконтактным способом. Один из вариантов решения — использование специальной угольной плиты, а потом перемещение ее в зону работы.
- Сварка возможна любым током; как переменным, так и постоянным. На выбор режима влияет толщина соединяемых деталей, диаметр электрода и присадки-проволоки, сила тока, его полярность, расход газа, а также скорость сварки.
- Любые колебательные движения электрода во время работы необходимо исключить. В противном случае мастер рискует получить нарушение сварной ванны, окисление металла в этой зоне.
Данная технология позволяет несколько сократить расход электродов. Для этой цели после сварки не сразу отключают подачу аргона, а выжидают 15-20 секунд. Этот способ дает возможность защитить вольфрам от окисления.
MIG

Как уже было отмечено, у полуавтоматической сварки мало отличий от ручного соединения нержавейки. В этом случае за подачу проволоки в рабочую зону отвечает полуавтоматическое оборудование, делающее операцию более быстрой и точной. Его использование позволяет применять несколько технологий:
- импульсную сварку — идеальный вариант с любой точки зрения: такое соединение позволяет сэкономить, но получить максимально прочные, безукоризненные соединения нержавеющей стали, причем независимо от ее толщины;
- сварку короткой дугой, она — предпочтительный вариант для тонких деталей, толщина которых не превышает 2-4 мм;
- метод струйного переноса, который оптимален для соединения заготовок большой толщины — от 4 мм или более.
Специализированную проволоку подбирают под разновидность сплава — под его основной легирующий компонент. Есть омедненные, алюминиевые присадки, порошковые элементы с каналом, который заполнен флюсом. Источником тока может быть как инверторный аппарат, так и сварочный выпрямитель.

Ремонт изделий или конструкций из таких сплавов требует от мастера определенной квалификации, так как варить нержавейку непросто: необходимо корректно подобрать электроды, выбрать оптимальные параметры тока. Особенно сложна работа с тонкими деталями, которые максимально быстро разогреваются и деформируются.
Подбор электродов для нержавейки
Ответ на вопрос, как варить нержавейку, невозможно получить без опыта, поэтому тренировки для новичков — условие обязательное. Не менее важен в этом случае и выбор электродов. Элементов выпускают большое количество, но выбор электрического проводника зависит от класса и предназначения нержавеющей стали. Например:

- Для металла, который используется для изготовления посуды, оборудования для пищевой промышленности оптимальными марками электродов называют ОЗЛ-8, ЦЛ-11.
- Виды нержавейки с улучшенными коррозионно-устойчивыми характеристиками требуют электродов НЖ-13, ЦТ-15 либо ЭА400/10У.
- Нержавеющая сталь, идущая на производство инструментов, предполагает использование марок КТИ-7А или ЦТ-28.
- Для жаропрочных сплавов, для которых важен длительный срок эксплуатации, рекомендует приобретать марку ОЗЛ-6.
- Изделия, использующиеся в быту, позволяют покупать электроды марок АНЖР (1 или 2), а также ЭА395/9.
В зависимости от вида и класса стали можно подобрать зарубежные электроды-аналоги, которые, естественно, ничем не уступают отечественной продукции.
Правильные параметры инвертора

Поскольку инверторы считаются самым востребованным оборудованием, именно о нем мечтают многие будущие сварщики. Поэтому и здесь не будет лишним рассказать о необходимых значениях. Этот пункт пропустить нельзя, потому что успех операции напрямую зависит от правильного сочетания всех показателей. Поэтому перед сваркой нержавейки на аппарате выставляют все параметры:
- 6 мм — 4 мм — от 140 до 150 А;
- 4 мм — 3 мм — от 90 до 100 А;
- 3 мм — 3 мм — от 75 до 85 А;
- 1,5 мм — 2 мм — 40-60 А.
Здесь они даны по порядку — толщина нержавейки, диаметр стержня и сила тока.
Как варить нержавейку самостоятельно?

Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.

К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали

Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап

Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
